多做题,通过考试没问题!
机械工程
睦霖题库
>
大学试题(工学)
>
机械工程
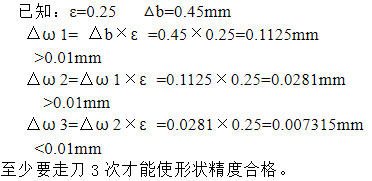
已知工艺系统的误差复映系数为0.25,工件毛坯的圆柱度误差为0.45mm,如本工序形状精度公差为0.01mm,问至少要走刀几次才能使形状精度合格?
正确答案:
答案解析:
有
进入题库查看解析
微信扫一扫手机做题
最新试题
·
由于切削变形复杂,在实际生产中常用理论公
·
尺寸链中凡属通过加工直接得到的尺寸称为(
·
钻削可以在各种钻床上进行,也可以在()但
·
圆跳动和全跳动有什么区别?
·
常见的辅助工序除检验外,还有(至少列出三
·
什么是回火烧伤?为什么磨削加工容易产生烧
·
机床主轴回转误差的基本形式包括()、轴向
·
传统上选择切削用量的基本原则是:在保证刀
·
采用砂轮粒度为30#的砂轮磨削钢件外圆,
·
在工件加工和装配过程中,由相互连接的尺寸
热门试题
·
“批量法则”当今已不适用
·
淬火零件的磨削余量应该比不淬火零件的磨削
·
目前CAPP系统的零件信息输入方式主要有
·
右偏车刀可以车削端面 、()
·
有色金属一般不采用()方法进行加工。
·
毛坯的种类及其选择原则?
·
轴类零件台阶左端面车削加工选择()车刀;
·
磨削加工时,影响加工表面粗糙度的主要因素
·
内应力引起的变形误差属于()
·
加工工具在加工表面上加工一次所完成的工步